In questo articolo (lunghissimo!) dedicato all’incisore laser Co2 troverai informazioni tecniche e di mercato su questa diffusa tecnologia.
L’ho scritto con l’intento di farti conoscere il mondo dei laser Co2 ed il loro incredibile potenziale.
La parte di approfondimento tecnico è stata curata da Elio Lo Mauro, il mio tecnico specializzato negli incisori laser.
Ti preciso che non troverai nessuna menzione su laser da hobbisti (per quello ti lascio ai makers di youtube che fanno un ottimo lavoro in questo settore)
Gli incisori laser sono le prime attrezzature che io abbia mai venduto, 15 anni fa erano delle attrezzature per pochi visionari, oggi sono attrezzature sempre più diffuse in tante aziende sia di grafica ma anche di tutt’altro genere.
Sotto il nome “incisore laser” si intende un’attrezzatura che può fare tre diverse funzioni.
- Incisione Laser
- Taglio laser
- Fotoincisione Laser
Infatti, l’incisore laser, viene chiamato con nomi diversi come ad esempio macchina di taglio laser oppure incisore laser CNC.
Nei prossimi paragrafi ti spiegherò nei dettagli tutte queste funzioni e molto altro ancora.
Prima di tutto ti presento l’incisore laser Co2 🙂
Cos’è l’incisore Laser Co2
L’incisore laser è un macchinario cnc (controllato da software e schede elettroniche) che sfrutta la tecnologia laser Co2 per effettuare il taglio e incisione su diversi materiali.
I gas contenuti nella fonte laser vengono eccitati dall’energia elettrica o dalla radio frequenza che da vita al fascio laser.
Questo fascio laser viene concentrato in un diametro di pochi decimi di millimetri grazie all’ausilio di specchi e lenti arriva alla testina di taglio con la massima potenza e precisione.
Il calore sprigionato permette tagli e incisioni su molti materiali.
Esistono laser di ogni dimensione e potenza. Da un semplice 30 watt 60 x 40 cm a enormi macchinari laser da 3 mt x 2 mt con 300 watt di potenza!
I parametri per la scelta di un laser sono generalmente il formato, la potenza della fonte laser e l’escursione dell’asse Z che permette di introdurre materiali e oggetti da pochi millimetri di spessore fino a 15/20 cm.
Ma sono anche rilevanti la qualità d’incisione (espressa in PPI) e la velocità di taglio.
Dopo questa introduzione scendiamo nei dettagli delle varie parti che compongono l’incisore laser.
Come funziona l’incisore laser e da quali parti è composto
Quello che permette di tagliare e incidere è il calore, la potenza della fonte laser viene concentrata in un raggio molto piccolo e potente, questo ti permette il taglio e l’incisione su molti materiali.
Quando il raggio laser esce dalla fonte laser viene fatto rimbalzare fino alla testina laser con l’ausilio di tre specchi.

Il raggio laser esce dalla testina, dotata di un cono da cui fuoriesce il raggio, che si muove sulla superficie del piano di incisione con l’ausilio di motori e cinghie.
Per far sì che questo fascio laser possa fare il suo lavoro, abbiamo molti elementi che lavorano insieme per ottenere questo risultato e sono:
- Fonte laser
- Raffreddamento
- Fascio Laser
- Specchi
- Lente focale
- Piano di taglio
- L’aria compressa
- Aspiratore fumi
Vediamo uno per uno in che modo funzionano questi “pezzi” del macchinario.
Fonte laser Co2
La fonte laser è l‘elemento più conosciuto perché è quello che ne determina la potenza. Se hai fatto un minimo di ricerca in rete avrai certamente visto la tipica descrizione “incisore laser 40 watt”.
Questi 40 watt indicano la potenza che può generare la fonte laser.
Le fonti laser Co2 in vetro possono andare da 20 watt a 150 mentre con le fonti laser in metallo sigillato si arriva fino a 500 watt.
Maggiori sono i watt più è possibile fare tagli ad alto spessore come ad esempio sul plexiglass.
Però è importante precisare che esistono differenti tipologie di fonte laser ovvero:
- Fonte laser in Vetro
- Fonte laser in metallo sigillato.
La fonte laser in vetro è un tubo in vetro con dentro dei gas che quando vengono eccitati dall’energia elettrica ad alta tensione producono il fascio laser.
Puoi leggere qualche informazione in più su wikipedia sotto Laser ad anidride carbonica
Mentre la fonte laser in metallo sigillato non è in vetro ma appunto in metallo e all’interno ci sono i gas che vengono controllati dalla Radio frequenza per produrre il fascio laser.
Ti evidenzio subito che a parità di potenza tra tubo in vetro e fonte sigillata in metallo quest’ultima è molto più performante. Se ad esempio un 30 watt in vetro taglia 5 mm di plexiglass quello in metallo sigillato nè taglia almeno 10 mm!
Queste due tecnologie hanno costi diversi e prestazioni diverse.
In questa tabella mette a confronto le differenze più evidenti.
| Fonte metallica sigillata Co2 | Fonte in vetro Co2 | |
| Raffreddamento | Aria | Acqua con Chiller |
| Costo | medio-alto | basso |
| Manutenzione | Nessuna | Chiller e raffreddamento |
| Attivazione Gas | Radio frequenza | Alta tensione |
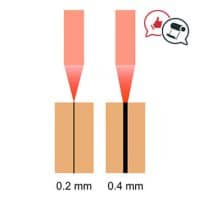
| Spot | 0.2 mm | 0.4 mm |
La fonte laser dev’essere scelta in base alle tue necessità infatti non è detto che una fonte laser in vetro sia migliore di una metallo sigillato, dipende da quello che devi fare.
Come funziona il Raffreddamento della fonte laser
Tutte le fonti laser hanno bisogno di essere raffreddate e può avvenire in due modi a seconda della tipologia di laser.
Le fonti in laser in vetro vengono raffreddate ad acqua e ogni macchina di taglio laser dev’essere equipaggiata con un chiller di raffreddamento.
Se i sistemi di raffreddamento delle fonti in vetro non sono ben calibrati rispetto alla potenza della fonte laser si rischia la rottura stessa della fonte.
Le fonti in metallo sigillate sono raffreddate ad aria tramite ventole, non necessitano di chiller.
Come funziona il Fascio Laser o Raggio laser
Il fascio laser viene generato dai gas presenti nelle fonti laser.
 Parliamo di qualità della fonte laser rispetto alla grandezza del fascio che viene generato.
Parliamo di qualità della fonte laser rispetto alla grandezza del fascio che viene generato.
In linea generale il fascio laser di una fonte in vetro ha un diametro di 0,4 mm mentre quello della fonte metallica sigillata 0,2. mm
Questo diametro è chiamato spot.
Più questo valore è piccolo e migliore sarà la qualità d’incisione ed in generale la finitura delle lavorazioni.
Pensa di dover disegnare a mano libera un ritratto con una matita dalla punta di 4 o da 2 mm, sicuramente con la punta più fina potrai dare maggiore dettaglio rispetto ad una punta più spessa.
Lo stesso concetto può essere rapportato al diametro del fascio laser con cui lavora l’incisore laser, punto di taglio più piccolo = maggiore qualità.
Specchi Laser Co2
Gli specchi hanno il compito di riflettere e deviare il fascio laser generato dalla sorgente laser e farlo arrivare alla testina di taglio (da dove uscirà il fascio laser).
Gli specchi devono essere allineati tra di loro per permettere al fascio di arrivare alla testa laser con la massima potenza.
Se gli specchi non sono allineati il raggio laser sarà decentrato e in alcuni casi si perderà molta potenza e qualità di taglio.
E’ importante tenere puliti gli specchi per evitare rotture dello stesso e problemi nella riflessione del fascio.
Testina di taglio e Lente Focale
La testina di taglio è quel cono che si muove freneticamente su e giù per effettuare le lavorazioni.
Si muove ad una velocità che viene gestita dal software e varia a seconda del tipo lavorazione che vuoi fare.
 All’interno di questa testina di taglio c’è la lente focale.
All’interno di questa testina di taglio c’è la lente focale.
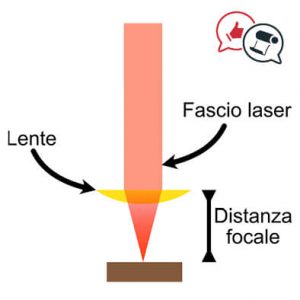
La lente focale ha il compito di far convergere il fascio laser in un solo punto molto piccolo (lo spot che abbiamo visto prima).
Come dice lo stesso nome, la lente focale, serve per mettere a fuoco il fascio laser concentrandolo ad una certa distanza (distanza focale) dal materiale che devi incidere.
Minore è la distanza tra lente focale e materiale più concentrato sarà il fascio
Anche questa lente ha bisogno di essere pulita per lavorare al meglio.
A seconda della lente focale che si utilizza bisogna che il materiale da lavorare sia ad una distanza ben precisa.
Alcuni incisori hanno l’autofocus, ovvero si posiziona il materiale da incidere e il macchinario fa in automatico la regolazione dell’asse z trovando immediatamente la distanza ottimale.
Altri macchinari vengono forniti con un oggetto di dimensioni ben precise (spessimetro di messa a fuoco) che si posiziona tra l’oggetto e la testina di taglio per determinare la corretta focale.
A cosa serve l’aria compressa
Questo elemento che può sembrare banale ma è fondamentale!
Integrato nella testina di taglio c’è un ugello da cui fuoriesce l’aria che viene pompata da un compressore (generalmente esterno all’incisore laser).
L’aria ha un duplice scopo, evitare le combustione del materiale e allontanare la fiamma che si genera sotto il pezzo che in caso contrario sporcherebbe il materiale.
Se l’aria non è immessa con la giusta potenza e pressione, possono venire male alcuni tagli o non viene un lavoro perfetto.
Ad esempio, nel taglio del plex se manca l’aria, il taglio può venire opaco invece di lucido e nel peggiore dei casi può anche prendere fuoco.
Il piano di taglio
Nel piano di taglio posizioni il materiale per essere tagliato, ed è costruito in modo tale da poter tagliare senza che il raggio laser viene riflesso dal piano stesso e colpisca l’oggetto rovinandolo.
I piani di taglio possono essere principalmente di due tipologie, a nido alveolare e a barre.
Quando il raggio laser esce dal materiale dopo il taglio nel piano alveolare il calore viene disperso immediatamente mentre nel piano a barre il calore si dissipa più lentamente.
Aspiratore fumi
L’incisore laser come abbiamo visto utilizza il calore per effettuare le operazioni di taglio e incisione.
Questa combustione provoca una emissione di fumo che contiene piccole particelle dannose per l’organismo umano in particolar modo per i polmoni.
Per evitare che questi residui di lavorazione vengano inalati è obbligatorio per legge installare un aspiratore con filtro (generalmente a carboni attivi) che abbatta le polveri residue delle lavorazioni.
Il filtro oltre a salvaguardare la salute dell’operatore serve anche a rimuovere queste micro particelle dalla zona di taglio.
il fascio laser, anche se molto concentrato, se dovesse colpire il pulviscolo generato dal taglio può attenuare la sua potenza di taglio fino a perdere il 70% potenza.
Senza l’aspirazione questo pulviscolo tende ad attaccarsi sugli specchi e sulla lente rovinandole.
In questo aspiratore andrà cambiato regolarmente il filtro.
Abbiamo visto i principali componenti che compongono l’incisore laser, adesso vediamo il principio fondamentale per lavorare con il macchinario laser.
Principio di velocità e potenza dell’incisore laser Co2
La velocità della testina di taglio e la potenza di utilizzo della fonte laser sono le impostazioni principali per poter lavorare con l’incisore laser.
Il perfetto mix di questi due elementi ti permette di effettuare diverse lavorazioni.
Questi parametri vengono impostati nel software o driver in dotazione con l’incisore e generalmente sono espressi in valori da 0 a 100.
I valori da dare dipendono dalle caratteristiche intrinseche dell’incisore laser.
Se ho un incisore con potenza 100 watt e devo tagliare 3 mm di plexiglass, potrei utilizzare la potenza al 20% e velocità 80.
Mentre se dovessi tagliare un plex da 15mm sicuramente dovrei portare la potenza a 90 e la velocità a 2.
In lavorazioni come la fotoincisione basta pochissima potenza perché devi bruciare solo la superficie del materiale e puoi andare molto veloce con la testina di taglio.
Nei software evoluti ci sono dei preset divisi per materiali con delle impostazioni che vanno affinati per arrivare al risultato ottimale.
Una volta chiariti i vari elementi che compongono un incisore laser passiamo nel dettaglio delle varie lavorazioni che può fare un incisore laser.
Quali materiali può lavorare un incisore laser Co2
Il laser Co2 permette di tagliare e incidere molti materiali di natura plastica e organica.
Ti faccio una breve lista delle famiglie di materiali che puoi lavorare:
- Carta e cartoncino
- Legno
- Materiali plastici Pet, PP, Policarbonato, ecc
- Plexiglass
- Pelle e cuoio
- Gomma
- Vetro
Dentro queste categorie ci sono tante sfaccettature che puoi approfondire secondo le tue necessità.
I metalli possono essere incisi solo con wattaggi molto alti, anche con l’ausilio di gas, oppure possono essere marcati utilizzando una speciale vernice che si salda al metallo con il calore del raggio laser che passa sopra (in questo caso si parla di marcatura laser).
Se vuoi uno spunto creativo e commerciale ti invito a guardare la mia playlist dedicata a diverse applicazioni proprio con la tecnologia laser Co2.
Playlist applicazioni con incisore laser Co2
Quali materiali NON si possono tagliare con il laser
I materiali assolutamente da non tagliare sono tutti quei materiali che contengono iodio, cloro, bromo, fluoro.
Se tagli o incidi materiali che contengono quegli elementi, non solo sprigionano dei gas nocivi per l’uomo ma anche per la macchina, rovinando le superfici degli specchi e della lente.
Per farti un esempio pratico, il PVC espanso (il così detto Forex) contiene cloro e non può essere tagliato, in realtà un laser ha abbastanza potenza per poterlo tagliare ma sarebbe dannoso!
Adesso scendiamo nei dettagli delle quattro differenti lavorazioni fattibili con un incisore laser.
L’incisione Laser Professionale
Proprio dall’incisione nasce il nome “incisore laser”. Una applicazione molto diffusa è appunto l’incisione di un materiale a vario scopo, si può andare dalle applicazioni pubblicitarie a quelle industriali.
L’incisione viene effettuata con l’asportazione superficiale del materiale, che bruciando può provocare effetti diversi, rispetto al materiale che si sta lavorando.
Se da un lato, la stampa (ad esempio UV diretta) ha lo scopo di fissare i colori sui materiali e quindi avere un effetto più o meno simile su diversi supporti, così non è per l’incisione con laser.
Infatti se facciamo una incisione su legno avremo un effetto bruciato mentre sul plexiglass avremo un effetto satinato.
Si possono usare anche materiali specifici per le incisione di targhe come ad esempio i materiali plastici bilaminati (che possono essere in Abs – Pet – PP – ecc) che hanno il frontale di un colore e la parte sottostante di un altro.
Quando si incide la parte superiore si da visibilità a quella inferiore che per contrasto da vita ad una targa o targhetta unica e che non perde colore nel tempo (non è una stampa).
In questo video puoi vedere l’incisione di una targa bilaminata.
Anche sui gadget è possibile incidere.
Ad esempio esistono penne predisposte per essere incise dove sotto troviamo un secondo colore. Anche le matite vengono incise con semplicità.
Come effettuare un’incisione laser
L’incisione laser è molto diffusa perché è molto più semplice rispetto all’incisore tradizionale a fresa (dove ci sono molti più parametri da settare prima di incidere).
Per poter incidere bisogna aver un file grafico apposito ed ovviamente il materiale di supporto.
In questo paragrafo vedremo le possibilità d’incisione con varie tipologie di file.
La profondità dell’incisione
La profondità di incisione viene gestita dal software dell’incisore laser settando la velocità e la potenza per dare la profondità d’incisione desiderata.
Una variante della profondità d’incisione è il materiale che si va ad utilizzare, infatti lo spessore di un materiale può variare da lotto a lotto e dall’umidità che contiene.
Se invece si lavora su materiali calibrati ci sarà una continuità nella profondità d’incisione.
La potenza da dare darà differente rispetto al materiale che stai per incidere.
In generale si utilizza un parametro di potenza basso (sotto i 20%) e velocità intorno al 90 % della velocità dell’incisore.
Come l’incisore laser realizza l’incisione
Anche l’incisore laser ha una sua “risoluzione di stampa. Nelle stampanti digitali viene espressa in valori come 720 x 720 dpi, nell’incisore laser il parametro di risoluzione viene espresso come distanza tra un passaggio e un altro del laser.
L’incisore incide delle piccole linee in orizzontale, con uno spessore fisso, una successiva all’altra, che andranno a comporre l’immagine che vuoi realizzare.
L’immagine qui sotto rende molto chiara la differenza tra una incisione a 1500 dpi ed una a 360 dpi.
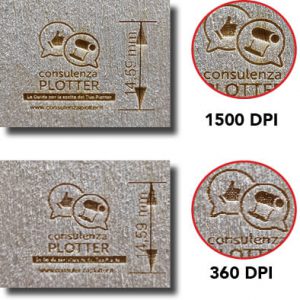
I testi realizzati alla risoluzione più alta sono perfettamente leggibili, mentre a bassa risoluzione si vedono i passaggi della testina laser, come fossero quelle di una testina di un plotter che stampa ad alta velocità.
Di solito negli incisori con fonte a vetro, il parametro viene espresso come distanza in mm (esempio 0.5 mm) invece nelle macchine con fonte in metallo questo valore viene espresso in DPI ma ha la stessa identica funzione.
Come creare il file per l’incisione
Esistono due tipi di incisione con file vettoriale:
- Incisione a svuotamento
- Incisione di profilo
Vediamole nel dettaglio
Incisione a svuotamento
Nell’incisione a svuotamento viene effettuato una asportazione di materiale dell’interno del file. Nello foto qui sotto vedi una stella dove è stato asportato materiale all’interno dei bordi.
Questa lavorazione viene usato spesso per i loghi.

Incisione a profilo
Per l’incisione di profilo si utilizza la funziona di taglio laser per simulare un effetto incisione.
Di solito questo tipo di incisione viene chiamato taglio non passante o anche incisione veloce, in questo caso il nostro il laser seguirà la linea del vettore creando così solo il profilo del disegno.

La marcatura laser Co2 su metalli
La marcatura laser è una specie di incisione ma ancora più superficiale infatti non deve asportare molto materiale come nell’incisione.
Si utilizzano delle specifiche paste marcatrici che, sfruttando il calore del laser, si saldano al metallo.
Per avere marcature laser veloci si utilizzano sempre di più i laser fibra oppure i laser galvanometrici Co2.
Come funziona il taglio laser
Il taglio laser è molto diffuso nell’ambito pubblicitario e creativo soprattutto nel taglio del plexiglass.
Infatti il taglio del plexiglass è lucido subito dopo la lavorazione a differenza del taglio fresa che viene opaco e necessità di un successivo passaggio di lucidatura (a fiamma o a testa diamantata).
Con il taglio del plexiglass si possono creare tantissimi oggetti come targhe, trofei, complementi d’arredo, idee regalo e tante altre cose interessanti.
Lo spessore che si può tagliare dipende dalla potenza della fonte laser, più è performante e più si possono tagliare alti spessori.
Un vantaggio del taglio laser rispetto alla fresa è la possibilità di fare dei tagli con angoli retti e non arrotondati. Questo perché un incisore a fresa taglia con un utensile a cilindro che per sua natura fa solo angoli arrotondati.
Il taglio laser può spaziare in tante altre applicazioni, infatti è possibile tagliare legno, carta, gomma, pelle, cuoio, tessuti e tantissimi altri materiali organici.
Come si effettua un taglio laser
Per poter tagliare con una macchina di taglio laser bisogna creare un file vettoriale. Infatti, rispetto all’incisione dove possiamo utilizzare anche le immagini per poter tagliare, l’unico file utile è quello vettoriale.
Ai vettori vengono applicati dei colori specifici che vengono letti dai vari driver o software in dotazione con l’incisore laser. Dentro il software vengono date le impostazioni di taglio basate sempre su velocità e potenza.
In linee generali, minore è lo spessore del materiale che devi tagliare e maggiore può essere la velocità di taglio e minore la potenza.
Però devi tenere conto della durezza del materiale e non solo dello spessore!
Infatti se un incisore laser riesce a tagliare 10 mm di plexiglass, non è detto riuscirà a tagliare 10mm di legno massello di faggio.
Come creare il file per taglio laser
Come detto prima, bisogna creare un file vettoriale ed è molto importante nel taglio con il laser, andare a eliminare le doppie line e non avvicinare troppo i vettori di taglio.
Con doppi vettori il laser passerebbe sullo stesso punto due volte e nel caso plexiglass si potrebbe sciogliere rendendo il bordo difettoso e nel caso del legno si può andare a bruciare.
E di buona norma dare un paio di millimetri di distanza tra un vettore ed un altro.
Nel caso invece di forme molto squadrate si può cercare di fare il nesting dei vettori per diminuire lo sfrido e anche il tempo di taglio come nell’esempio qui sotto

Come funziona la fotoincisione laser
La fotoincisione è la tecnica con la quale si riporta una fotografia sopra un materiale tramite l’incisione.
Partendo da una fotografia il laser andrà a bruciare dove abbiamo i toni scuri nelle foto e non brucerà nulla dove abbiamo i toni chiari.
Questo sistema darà un contrasto tale da far sembrare la foto stampata!
In questo processo, gioca un ruolo fondamentale la qualità d’incisione massima che permette il laser ed il materiale che utilizziamo.
Più il laser ha un punto piccolo d’incisione (lo spot di cui ho scritto prima) maggiore sarà la definizione fotografica.
Non tutti i materiali sono idonei alla fotoincisione, infatti se il materiale quando “brucia” si impasta o brucia di un colore non desiderato la fotografia non sarà bella da vedere.
Come scegliere o creare il file per la fotoincisione
I formati file che si utilizzano sono generalmente jpg, tiff, png.
Per incidere delle foto, i due elementi molto importanti sono un’adeguata risoluzione dell’immagine e che sia ben contrastata.
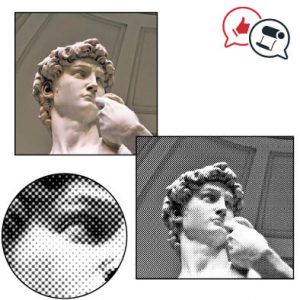
Nell’immagine qui sotto vedi la differenza di immagini. Nel caso del campo con le spighe la fotoincisione verrebbe impastata e senza dettagli. Mentre i due visi sono ben contrastati e nitidi per la fotoincisione.

In questo video puoi vedere una fotoincisione.
Dato che l’incisione brucia il materiale possiamo avere il materiale più o meno bruciato.
Dalla qualità di questa bruciatura, la fotografia verrà più o meno definita e bella da vedere, quindi il supporto che andiamo a scegliere è molto importante.
A seconda del materiale che utilizziamo, a parità di saturazione, possiamo avere effetti diversi.
Se prendiamo una scala di grigi da 0 a 100% sul plexiglass noteremo una maggiore satinatura con stacchi del 25%, mentre su legno noteremo uno scurimento della superficie con percentuali inferiori ad esempio del 10% (dipende in ogni caso dal tipo di legno che utilizzi)
Il trucco per avere un buon risultato di incisione di una foto è quello di eliminare il più possibile il fondo e lasciare solo il soggetto da voler incidere.
Un altro consiglio che ti posso dare per avere una buona foto incisione e quello di contrastare il più possibile e in caso convertire la foto in in bianco e nero e sfruttare la modalità halftone o retinatura.
Questa funzione ottimizza il contrasto per la fotoincisione laser.
Come calcolare il costo orario dell’incisore laser
Questo paragrafo l’ho pensato perché molti clienti nel corso degli anni mi hanno chiesto:
“Ma quanto devo fare pagare le lavorazioni con il laser”
la difficoltà nel calcolare i costi di produzione rispetto ad una attrezzatura di stampa e che non c’è un calcolo dei costi d’inchiostro che generalmente è il parametro di partenza.
Dobbiamo ragionare sui consumi e usura delle varie componenti che abbiamo visto in precedenza.
Conoscendo il prezzo delle varie parti e la durata “presunta” in ore lavorative, possiamo arrivare ad un costo di produzione orario e quindi al prezzo di vendita.
Ti scrivo le varie voci che devono comporre il tuo costo orario:
- Consumo ottiche
- Usura piano di taglio
- Consumo fonte laser (ore di vita stimate diviso il costo della fonte Co2)
- Consumo filtro (ore di vita stimate diviso il costo del filtro)
- Costo operatore
- Energia elettrica
- Acqua/chiller
Finito il calcolo analitico, che dipende da marca e modello di incisore laser, puoi avere le idee ben chiare su quanto far pagare il tuo lavoro.
Il prezzo di vendita da applicare può essere di due tipi:
1) A merito, utile quando hai la commissione di un solo pezzo e fai un prezzo secco che tiene conto sia dei costi ma anche del tempo che impieghi per mettere in macchina un solo pezzo e magari l’ottimizzazione del file.
2) Prezzo ad ora, questo è utile quando devi fare delle produzioni in serie degli stessi oggetti/materiali. In questo modo conoscendo il tuo costo orario puoi mettere un ricarico sulle ore e determinare il prezzo di vendita.
Ricorda sempre di includere nei tuoi prezzi il “rischio” infatti l’incisore brucia e se sbagli il taglio o l’incisione non puoi salvare il materiale che stavi lavorando! Questo è valido soprattutto se devi incidere su oggetti portati da un cliente.
I prezzi di mercato per l’acquisto di un incisore laser
Per poterti dare delle informazioni realistiche comparando tra di loro laser della stessa tipologia ho diviso le fasce di prezzo per tipologie di laser e di fornitore
Queste indicazioni ti possono essere utili per orientarti come budget per il tuo progetto.
Io penso che un’azienda dovrebbe sempre acquistare dove può avere garanzia di assistenza e formazione nel corso degli anni.
Ma poi bisogna fare i conti con la realtà e quindi c’è chi sceglie di acquistare direttamente in Cina, mentre altri preferiscono affidarsi ai brand leader dell’incisione laser per avere assistenza e formazione continua.
Laser Co2 di piccolo formato brand rinomati con fonte laser sigillata in metallo.
Questi laser hanno formati che possono essere 40 x 30 oppure 60 x 30 con fonti laser da 30 o 40 watt.
Sono molto compatti e interessanti per piccoli laboratori che voglio completare i processi produttivi aziendali all’interno oppure aprire un nuovo business.
I prezzi possono variare da 10.000 € a 17.000 €
Un laser di questa tipologia è il Roland Lv-180
Laser Co2 di piccolo formato con fonte laser in vetro.
Questi laser hanno generalmente un formato 60 x 40 cm con una fonte laser che arriva a massimo a 60 watt.
Può essere un buon inizio per chi vuole toccare con mano il mercato del laser ma senza spendere grossi capitali, e se l’investimento risulterà sbagliato non sarà un grave danno per l’azienda.
Il prezzo di mercato ha una forbice tra 4000 € e 5500 € .
Laser co2 di grande formato con fonte laser in vetro da 100 a 150 watt acquistato da aziende italiane.
In Italia ci sono tantissime aziende che vendono laser Co2 fabbricati in Cina.
Ti preciso che non sono affatto contrario agli incisori laser d’importazione cinese!
Credo che sia però necessario selezionare un partner italiano che ti possa garantire assistenza nel tempo e la giusta formazione.
I formati più diffusi sono il 130 x 90 e 100 x 160 con fonti laser co2 in vetro che vanno da 100 a 150 watt.
Queste macchine hanno un formato interessante per aziende che devono fare lavori anche medio grandi nell’insegnistica e nell’interior decoration.
Il prezzo di mercato dipende dagli accessori inclusi e dalla potenza della fonte laser, posso darti un forbice di prezzo da 10.000 a 18.000 €
Laser co2 di grande formato con fonte laser in vetro da 100 a 150 watt acquistato direttamente in Cina.
Tanto per non girarci intorno sei vai su Alibaba trovi decine e decine di venditori di incisori laser con prezzi in dollari che possono essere la metà rispetto all’acquisto fatto da un rivenditore italiano.
Quindi se non hai paura di acquistare in Cina e vuoi risparmiare perché magari hai un budget molto ristretto, vai e compra in oriente!
Quello su cui devi fare attenzione è l’esistenza della certificazione CE, i costi di trasporto, sdoganamento e l’assistenza post vendita.
Siamo arrivati alla fine di questo lunghissimo articolo!
Spero ti sia stato utile e ti invito a richiedermi una pre-consulenza gratuita se vuoi discutere con me trenta minuti del tuo progetto laser!
30 Minuti gratuiti

Richiedi la pre-consulenza!
Buone Laserate!

Vorrei avere maggiori informazioni sulle prestazioni e i costi delle vostre macchine
Buongiorno Judith le consiglio di prenotare una pre-consulenza gratuita a questo link -> https://consulenzaplotter.it/preconsulenza/
A presto
Interessante, grazie. Avrei una curiosità. Spesso vedo dei gadget in vetroresina (penso) con una incisione laser 3D all’interno (e con superfici esterne lisce), che può essere una scritta o un disegno. Che tipo di caratteristiche ha quella macchina/quel processo? Grazie, saluti
Buongiorno, sono blocchetti di metacrilato. L’incisione viene fatta con una speciale attrezzatura che grazie ad un punto focale distante rispetto alla superficie del blocchetto fa “esplodere” internamente il metacrilato. A questa tecnologia va aggiunto un software che permetta la creazione del file in 3d. Altro non so dirle in quanto non rientra tra le mie competenze specifiche!
Saluti
Buongiorno, avrei bisogno di una info. come eleboro una foto per fare una foto incisione?
Buongiorno, dipende dal materiale e risultato che vuole ottenere. Possiamo fare un corso di formazione on-line specifico (a pagamento) mi può inviare una email a [email protected]
Saluti
Buongiorno,
Stampo in 3d da diversi anni ma sono un neofita nella disciplina cnc laser, ho una domanda estremamente banale alla quale però al momento mon sono trovare risposa:
Questa tecnica lavora su due assi o su tre assi?
Nello specifico: è possibile variare la profondità di incisione ad esempio incidere una semisfera con la base piatta sul piano di lavoro?
Grazie.
Buongiorno, non è la tecnologia adatta. Con il laser non posso dare una profondità di incisione come la CNC. E’ un lavoro da fresa CNC.
Come selezionare una macchina laser per il taglio della pelle? Ho fatto in passato prove che si sono concluse con il materiale che si è arricciato, deformato a causa del calore
Buongiorno, parliamo di pelle naturale o sintetica?
Buongiorno, avrei necessità di incidere poche unità ogni tanto di gomme da timbri per inserire scritte all’interno di piccole sculture. Mi rivolgo a service ma non mi permettono di realizzare il mio lavoro nel momenti in cui serve. Vorrei un piccolo laser. È possibile regolare la profondità di incisione (2-3 mm circa su gomme da 4 o 6mm spessore) Che laser serve? Grazie.
Buongiorno, la qualità dell’incisione è legata alla tipologia di laser. Io tratto solo sistemi professionali, potrebbe tentare la fortuna con laser d’importazione da 500 € ma non la so guidare.
Quale sarebbe un ottima macchina per incidere su legno o metallo verniciato per iniziare una piccola attività ?
Buongiorno, è una domanda difficile! dipende da cosa deve fare, le quantità e il suo budget. Di certo per incisione non ha bisogno di macchinari laser con wattaggi potenti.